

熔炼
铝熔炼炉是根据铝熔炼工艺而开发的一种新型***节能熔铝炉,它能很好地满足铝熔炼工艺中,合金成份要求严,达到了降低消耗,减小烧损,低碳环保、提高产品质量,降低劳动强度,改善劳动条件和提高生产效率之功效,适用于间歇作业,配合金及回炉料多的熔炼。采用***节能燃烧器为热源,具有点火易,升温快,喷速高,燃烧安全,空气过剩系数小等特点。

熔铸车间-前面

熔铸车间-后面
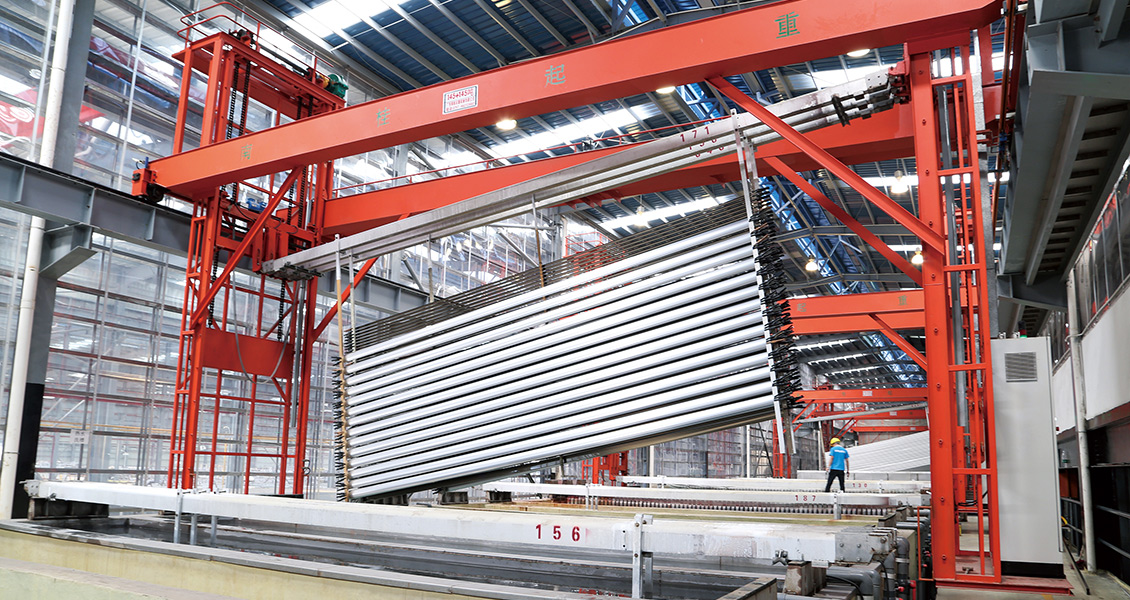
挤压
新粤亚铝业具备多种不同吨位的挤压机台, 由600T- 2500T不等。全部采用伺服型材挤压机控制系统通过伺服驱动器控制伺服电机工作,再由伺服电机控制油泵工作,进而控制挤压机主机工作,整个控制过程采用伺服控制,可有效地降低型材挤压机的能耗20%~30%,提高挤压速度精度从而提高了生产效率。

挤压车间全景

挤压车间
时效
热流在炉内往复循环,炉温均匀性好,无噪声,无环境污染,蓄热性小,热量流失少,控温精度高,炉温均匀性强,密封性好,安全可靠。
全自动卧式氧化电泳线:
我司拥有一条大型全自动卧式氧化电泳线, 年生产量高达24000吨。 对比传统的氧化线,全自动铝型材表面处理设备的优点:
1. 产品质量稳定:定时间进行控制整理型材,颜色、膜厚等质量可以得到保证;
2. 节能减排:减少废水产生和用水量,减轻废水处理负担;缩减槽液消耗;
3. 生产操作人员少:通过自动模式进行自动处理,生产过程中不需要操作其它设备;
4. 设备运行模式:全自动、半自动、手动、自动+半自动、自动+手动;
5. 生产量大:针对大批量生产的需要;
6. 操作简单:只需要上料时输入相关数据,之后的运行则不需要人进行干预。

氧化、电泳车间

氧化、电泳车间
氧化、电泳车间
喷涂
我司拥有一条全自动立式喷粉线,年产量达24000吨,前处理采用德国进口无络处理,同时可满足***环保标准和保证产品质量。 设备优势:
1. 全自动化控制:工件从坯料至喷涂成品下料为全自动化控制
2. 能耗低:固化炉采用方炉设计,热源使用率达到***,节能达15%以上。
3. 节约人工:采用自动化控制,减少工人劳动强度,减少人为失误问题。
4. 粉末消耗低:一次上粉率高,工件表面膜厚均匀,表面光滑平整。

喷涂车间
木纹

木纹车间

木纹车间
隔热
产品进行隔热处理
验收
我公司所有产品均经过严格的检测,每个部门均拥有独立的自我检测系统、先进的实验室及测试仪器,能对每件原材料及产品进行***的物理及化学分析测试,***可靠。 检测中心配备了检验合金成分含量的光谱仪、检验力学性能的***试验机、检验膜层耐腐蚀性的Q-FOG盐雾试验机、检验膜层耐候性的Q-sun氙灯试验机等先进检测设备,为产品的质量提供了有力的保证,确保所有产品为合格使用。
实验室
金属分析光谱仪
可程式恒温恒试试验机
木纹

成品仓

成品仓
建筑铝型材如何进行拉伸?有哪些需要注意的事项?
作者:清远新粤亚铝业有限公司
浏览:
发表时间:2022-09-07 16:32:00
建筑铝型材如何进行拉伸?有哪些需要注意的事项?建筑铝型材拉伸操作规程:

1.检查油压系统是否漏油,气压是否正常。
2.检查传送带、冷床、储物平台是否损坏或划伤。
3.在拉伸建筑铝型材之前,要确认型材的长度,然后预先确定拉伸速率,确定拉伸长度,也就是主卡盘的移动位置。
4.根据型材的形状来确认夹紧方法,大截面空心型材,可以插入拉伸垫,但要尽量保证足够的夹紧面积。
5.当型材冷却到50元以下时,开始拉伸型材。
6.型材同时弯曲扭曲时,应先矫正扭曲,再拉弯。
7.先试拉,确认预定的拉伸速率和夹紧方式是否合适。
8.发生正常拉伸率、弯曲、扭曲,或几何尺寸不能合格时,应及时停止挤压。
9.冷却台上的型材不能相互摩擦、碰撞、重叠堆叠,防止划伤。
建筑铝型材拉伸操作中的注意事项如下:
1.只有当建筑铝型材冷却到50度以下时,才能在拉伸架上进行拉伸。如果温度过高,拉伸不仅会灼伤人体,上衣也会灼伤。而且因为不能解决铝合金型材的内应力,会出现老化前后的曲折、扭曲、功能不良等废品。
2.建筑铝型材拉伸量的控制在1%左右。而且需要注意的是,如果拉伸量过大,会出现头、中、尾的刻度误差,外观会出现水状的麻花(鱼鳞)痕迹,延伸率低,硬度高,脆性大(塑性低)。过低的拉伸量会使型材的抗压强度和硬度偏低,甚至时效(淬火)也不能提高硬度,型材容易出现弯曲曲折。
3.为了控制拉伸变形和整个建筑铝型材的尺寸变化,需要选择合适的夹紧垫和方法。特别是对于开口材料、圆弧材料、悬臂材料和锯齿形轮廓,更应注意拉伸夹紧垫的合理和有用的应用。
4.注意小脚、细牙、长腿、圆弧面、斜面、开口、视点等的受力情况。宽厚比大、外伸壁长、弧度大、壁厚差异大、形状奇特的型材,以避免型材局部或点尺度变形、扭曲、螺旋等缺陷。
5.由于顶部有阻热作用,对装饰外观要求高的铝型材要上下、前后翻动,以利于均匀散热,减少因散热不均匀、结晶度不同而产生的横向亮点,尤其是宽度大、壁厚大的铝型材更应注意。
6.在取料、移动、拉伸过程中不得相互摩擦、拉扯、堆放、堵塞或缠绕,相互之间应留有一定间隔。对容易曲折、出料长度长的铝合金型材要及时处理,必要时进行维护和处理。

关注我们: 


联系我们:0763-3729-298
企业邮箱
charleszhong@xyyalu.com
传真地址
+86 763-3729898
公司地址
中国·广东省· 清远市清城区石角镇清三公路31号


质量***、信誉***、服务***
Quality, reputation, service

全国统一服务热线:
0763-3729-298

Copyright © 2022 清远新粤亚铝业有限公司 ALL Right Reserved. 粤ICP备17003506号
