

熔炼
铝熔炼炉是根据铝熔炼工艺而开发的一种新型***节能熔铝炉,它能很好地满足铝熔炼工艺中,合金成份要求严,达到了降低消耗,减小烧损,低碳环保、提高产品质量,降低劳动强度,改善劳动条件和提高生产效率之功效,适用于间歇作业,配合金及回炉料多的熔炼。采用***节能燃烧器为热源,具有点火易,升温快,喷速高,燃烧安全,空气过剩系数小等特点。

熔铸车间-前面

熔铸车间-后面
挤压
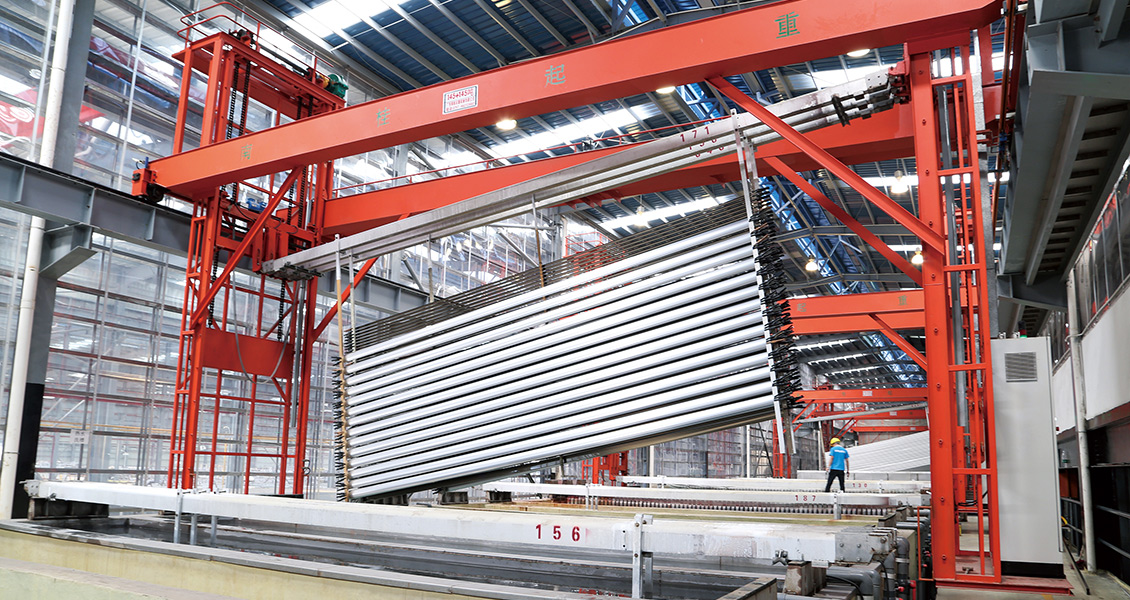
新粤亚铝业具备多种不同吨位的挤压机台, 由600T- 2500T不等。全部采用伺服型材挤压机控制系统通过伺服驱动器控制伺服电机工作,再由伺服电机控制油泵工作,进而控制挤压机主机工作,整个控制过程采用伺服控制,可有效地降低型材挤压机的能耗20%~30%,提高挤压速度精度从而提高了生产效率。

挤压车间全景

挤压车间
时效
热流在炉内往复循环,炉温均匀性好,无噪声,无环境污染,蓄热性小,热量流失少,控温精度高,炉温均匀性强,密封性好,安全可靠。
全自动卧式氧化电泳线:
我司拥有一条大型全自动卧式氧化电泳线, 年生产量高达24000吨。 对比传统的氧化线,全自动铝型材表面处理设备的优点:
1. 产品质量稳定:定时间进行控制整理型材,颜色、膜厚等质量可以得到保证;
2. 节能减排:减少废水产生和用水量,减轻废水处理负担;缩减槽液消耗;
3. 生产操作人员少:通过自动模式进行自动处理,生产过程中不需要操作其它设备;
4. 设备运行模式:全自动、半自动、手动、自动+半自动、自动+手动;
5. 生产量大:针对大批量生产的需要;
6. 操作简单:只需要上料时输入相关数据,之后的运行则不需要人进行干预。

氧化、电泳车间

氧化、电泳车间
氧化、电泳车间
喷涂
我司拥有一条全自动立式喷粉线,年产量达24000吨,前处理采用德国进口无络处理,同时可满足***环保标准和保证产品质量。 设备优势:
1. 全自动化控制:工件从坯料至喷涂成品下料为全自动化控制
2. 能耗低:固化炉采用方炉设计,热源使用率达到***,节能达15%以上。
3. 节约人工:采用自动化控制,减少工人劳动强度,减少人为失误问题。
4. 粉末消耗低:一次上粉率高,工件表面膜厚均匀,表面光滑平整。

喷涂车间
木纹

木纹车间

木纹车间
隔热
产品进行隔热处理
验收
我公司所有产品均经过严格的检测,每个部门均拥有独立的自我检测系统、先进的实验室及测试仪器,能对每件原材料及产品进行***的物理及化学分析测试,***可靠。 检测中心配备了检验合金成分含量的光谱仪、检验力学性能的***试验机、检验膜层耐腐蚀性的Q-FOG盐雾试验机、检验膜层耐候性的Q-sun氙灯试验机等先进检测设备,为产品的质量提供了有力的保证,确保所有产品为合格使用。
实验室
金属分析光谱仪
可程式恒温恒试试验机
木纹

成品仓

成品仓
工业铝型材的挤压方式是什么?
作者:清远新粤亚铝业有限公司
浏览:
发表时间:2021-12-10 09:36:00
工业铝型材在散热器铝合金型材的挤压成型加工过程中,常见的缺陷有弯曲、扭曲、变形、飞边等。但是“吸咐颗粒物”的缺点,不仔细观察或触摸很难发现。危害是:在电泳原理和喷涂铝型材的生产过程中,没有办法摆脱,损害了铝型材优雅的表面,导致浪费。“吸附颗粒物”的主要原因如下:
工业铝型材质量是危害散热器铝合金型材表层和挤压加工的关键因素。“吸附颗粒物”的诱因与铸棒质量密切相关。铸棒的结构缺陷一般包括飞边、疏松、晶厚、缩孔、明亮晶体等。铸棒的所有缺陷都有一个共同点,那就是与铸棒的常规焊接不太好,导致常规流动性不连续,是产生“吸附颗粒”的关键因素。
工业铝型材在挤压制造中,磨具在超高压下工作,会引起韧性变形。开始工作时,砂带的平行表面处于挤压方向。受到工作压力后,皮带变形为喇叭形,工作时只有皮带的一部分齿面能碰到散热器铝合金型材产生的粘铝,类似于铣刀的刀屑瘤。在生产铝胶的整个过程中,颗粒不断被散热器的铝合金型材去除,粘附在铝型材表层,产生“吸咐颗粒物”。
工业铝型材挤压成型工艺的主要参数是否选择得当,是危害“吸咐颗粒物”的关键因素。如果挤出成型温度过高,挤出成型速度过快,会有更多的“吸咐颗粒物”。原因是随着温度的升高和速度的加快,铝型材的流动速率会增加,磨具变形的程度会增加,金属材料的流动性会加快,金属材料的变形抗扰度相关性变弱,容易发生粘铝。
工业铝型材“吸附颗粒物”的关键危害因素是铸棒、磨具和挤压加工工艺。实际操作人员的实际操作水平也体现在这三个因素上。在生活实践的基础上,我们可以减少或防止“吸附颗粒物”,进一步提高散热器铝合金型材的产出率和生产率。

关注我们: 


联系我们:0763-3729-298
企业邮箱
charleszhong@xyyalu.com
传真地址
+86 763-3729898
公司地址
中国·广东省· 清远市清城区石角镇清三公路31号


质量***、信誉***、服务***
Quality, reputation, service

全国统一服务热线:
0763-3729-298

Copyright © 2022 清远新粤亚铝业有限公司 ALL Right Reserved. 粤ICP备17003506号
